





Most companies—especially large ones—seem to have some form of continuous improvement program. With today’s dynamic and turbulent global economy, programs like ISO 9001 or Lean Manufacturing are critical for sustaining competitiveness and even gaining a leg up on other players in the market. But at LNS Research, we tend to categorize all continuous improvement efforts under one term, “Operational Excellence.”
To us, Operational Excellence is an idea people can get behind. It’s really the most encompassing way to express the evolving continuous improvement journey toward a greater and greater set of goals, while also engraining the mindset of excellence in personnel. Because, as any manufacturer knows, with the right amount of teamwork, strategy, and technology, things like safety, quality, and efficiency can always be taken to a higher level.
For those new to the topic as well as those well into the journey, this post aims to provide insights on the main components that should be in every Operational Excellence program.
What is Operational Excellence in Manufacturing?
In our recent survey of more than 400 manufacturing executives, nearly 1 in 4 have or plan on having an Operational Excellence program within a year. Overall, 73% reported having or planning to implement a formal continuous improvement program within a year. Since more companies are adopting continuous improvement programs, we expect to see adoptions of Operational Excellence implementation plans and programs rise analogously, if not accelerate, in the coming years.
What defines “Operational Excellence” may vary depending on who you’re talking to. To defog the subjectivity, let’s discuss LNS Research’s framework. We consider Operational Excellence to be the alignment and then optimization of an organization’s strategic objectives with its key resources (people, processes, and technology). The program is supported by a robust performance management program to provide visibility into which resources are delivering value and which need to be ameliorated.
It’s important to note that every organization is unique. Each has its own set of resources, culture, history, and so on, and following that logic there’s certainly no one-size-fits-all approach to an Operational Excellence plan. In fact, we tend to see companies following the framework described above, but with focus on a particular path, or journey.
Optimizing Resources with Operational Excellence Objectives in Mind
The resource categories mentioned above—people, processes, and technology—each play their own respective role in the history of Operational Excellence, but there’s undoubtedly a lot of overlap and interdependence between them. For instance, in many ways your technology is only as effective as the people using it. In this section, we’ll examine each resource in more detail:
People: Our research shows that more than a quarter 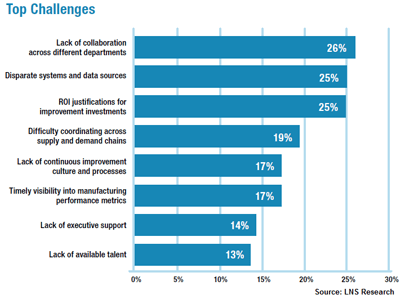 of manufacturers report a top challenge with having a lack of collaboration and communication across departments. This not only indicates technological challenges, it also says something about the lack of a unified culture found in many of today’s manufacturing enterprises.
of manufacturers report a top challenge with having a lack of collaboration and communication across departments. This not only indicates technological challenges, it also says something about the lack of a unified culture found in many of today’s manufacturing enterprises.
Optimizing this resource starts with leadership. Of course, every employee plays a role, but without top-level support, the probability of the program making its way to the shop floor and taking hold is slim to none. Leadership must define the vision of excellence, hold personnel to it, provide budget and other resources required to get there, and exemplify it in every meaning of the word.
Processes: 29% of manufacturers have or plan to have a Lean Manufacturing initiative, 25% have or plan to have ISO 9001, and 22% have or plan to have a Six Sigma program. Of course these programs provide structure around people and processes and are likely delivering benefits, but what happens when one department or facility is following one and a different department or facility is following another?
Many organizations suffer from needs of simplification, consolidation, and standardization when it comes to continuous improvement programs. That’s not to say there’s no need for Six Sigma or Lean initiatives, but the adoption of an enterprise program—an Operational Excellence program—can go a long way in providing structure as well as a measurable, iterative approach to continuous improvement.
Technology: Companies have been implementing technology solutions over the past several decades to overcome challenges or sets of challenges. Today, however, many are left with a disconnected set of systems and data sources that don’t effectively talk and interact with one another. From our research, this disconnect is actually emerging as a major challenge in all areas of manufacturing (quality, energy management, and even on the shop floor).
Fortunately, manufacturing technology—automation systems, shop floor systems, enterprise-level systems, and more—has come a long way. Today’s leading manufacturers are taking a platform approach, deploying Manufacturing Operations Management (MOM) software as the hub for critical applications like quality management, planning, scheduling and dispatching, and manufacturing execution system (MES) software.
In an Operational Excellence program, all technology decisions should be made with the ambition to better support people and process resources. That type of mindset and harmony can be the difference between mediocrity and leading the market.
Can You Ever Achieve Operational Excellence?
The concepts of Operational Excellence and continuous improvement are interesting, because they’re formulated so you’re never actually done. You achieve your goals and then set higher ones, which is really where performance management comes into play. Having a robust metrics program is critical to support your Operational Excellence initiative. And again, it should be supported by technology and aligned with the journey you are on.
We’ll be writing more about Operational Excellence solutions on this blog, so keep an eye out. In the meantime, keep in mind these two points on Operational Excellence strategy. First, Operational Excellence may be subjective, but you can definitely develop your own structured program supported by a strong set of metrics and KPIs. And second, progress toward excellence is no walk in the park. It takes bold thinking and leadership, an engaged culture, and the agility to react to threats as well as opportunities.
Sign up for our blog
Stay up-to-date on the latest in manufacturing trends, insights and best practices.